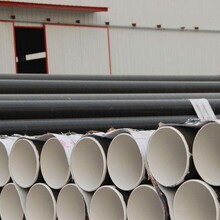
用途消防、给水、埋地等规格DN20-2000mm连接方式焊接、法兰、承插式
地埋输水管道连接方式
(1) 焊接连接 如果您基本上不需要拆卸,那可以选用焊接,这两种是比较传统的连接方式,构造简单,任何形式的构件都可直接相连;用料经济,不削弱截面;制作加工方便,可实现自动化操作;连接的密闭性好,结构刚度大。抢修效率上来说并不适用当今的环境;
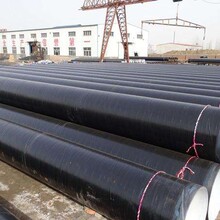
(2) 法兰连接 将法兰焊接到管口上,两个管口之间的连接就先分别焊接上法兰或者丝接上法兰,然后再用两个焊好的法兰进行对接,中间要加垫片。3PE输水管道.3PE地埋输水管道.3pe地埋输水管道供应
(3) 沟槽管件连接 这种连接方式是目前液体、气体管道连接的首推技术,这种连接方式需要的管件有:刚性接头、挠性接头、机械三通和沟槽式法兰有弯头、三通、四通、异径管、盲板等

2.塑料涂膜和成品塑料管的性能不同:
环氧粉末涂料为适应输水的要求添加了提高有关性能的指标和添加剂,对塑料膜进行改性。以提高塑料膜地粘接力、耐老化、耐环境应力开裂、耐磨损、增加韧性、降低吸水率等性能指标。而衬塑管一般是普通质量的钢管或镀锌管,由于缺少各种添加剂成分,性能不可靠,且缩小了输水管径,尽管其价格较低,但是性能差,使用寿命短。而且衬塑复合钢管还是对钢管的二次加工,很浪费能源。
3.与钢管的粘接力不同:
内外壁环氧涂塑钢管由于塑膜和钢管具有良好的附着力,虽有热胀冷缩现象,但决不会出现分层现象,接口处的涂层有十分严格的技术要求,有一整套完整的检测手段。而衬塑钢管本来就是两层组成,在热胀冷缩的情况下,一般会产生分层,且其接口处无论是发兰还是丝扣连接都是薄弱环节。

内外涂塑钢管有许多的优势和性能特点,这一点是毋庸置疑的,所以我们要多多了解内外涂塑钢管的众多参数和性能优势:
1、粗糙度小,涂塑复合管内壁粗糙度小于0.7毫米,内壁润滑,穿线时,阻力小。
2、力学功能 :抗拉强度275~320MPa,是纯塑料管的7~8倍,涂塑复合管材的钢度较高,抗冲击力较强。
3、耐腐蚀功能 :涂塑复合管内外层聚乙烯是一种非极性资料,化学功能以及物理功能都十分稳定,常温下不溶于任何一种相关溶剂,能耐各种酸、碱、盐溶液的腐蚀。管端具有的封口技术,接触空气和介质的均为塑料材料,能用于腐蚀场合的穿线。
4、运用寿命:正常温度、压力范围内,可运用50年。
5、刺进式衔接:穿线用涂塑复合管维护套管用衔接件为刺进式衔接,装置便利。

大口径内外涂塑钢管,制造大直径涂塑的方法主要采用螺旋焊管是目前生产大直径焊管的有效方法之一。它的优点是设备费用少,用一种宽度的带钢可生产的钢管直径范围相当大。目前美国、德国已生产出直径3m以上厚度25.4mm的螺旋焊管。
UOE法电焊管生产是以厚钢板做原料,经刨边和预弯边,先在u形压力机上压成u形,后在O形压力机上压成圆形管,然后预焊、内外埋弧焊,后扩径以矫正焊接造成的管体变形,达到要求的椭圆度和平直度,消除焊接热影响区的残余应力。UOE焊管可生产直径为406~1620mm的钢管。这种方法可能生产的直径受到板材能够生产的大宽度的限制,设备投资也较大。但生产率高,适于大批量少品种管生产,是高压管输送管的主要生产方法。
内外涂塑钢管制造方法:
制造457-1270mm直径的内外涂塑钢管,大的壁厚为22.2mm,生产工艺:送进钢板或拆带卷——超声波检查——对焊——刨边或切边——排辊成型——高频预焊接——定径——切定尺——脱脂——内焊——外焊——超声波检查全部焊接——扩径——水压试验——超声波检查——管端平头——成品检验——用户检查——打印——涂保护层——出厂

内外涂塑钢管出厂前要进行质量的检测
内外涂塑钢管出厂前要进行质量的检测,怎么才能够让用户用到质量好的内外涂塑钢管呢?那就是要有好的质量检测,这才是十分重要的一个环节,怎么才能够做到好呢?
内外涂塑钢管在生产、生活中常会用到很多的内外涂塑复合钢管,因为在运输和安装都比较繁琐,因此一定要在质量上检查好,避免出现更换问题,下面我们来详细介绍一下。
检查矿用内外涂塑复合钢管质量的五个要点:
,外观,内外涂塑复合钢管的外观应当具有润滑平坦的涂覆层,无划痕、无裂纹、无针孔、无粘附异物等。钢管的外层还应当具有清晰、耐久性的象征,且规整的商品型号、履行规范、出产企业的商标或称号、出产日期、出产批号等。
第二,厚度,这儿主要是为区分商品的经用程度和制造工艺,商品的厚度需在规范范围内,并且不一样横断面的厚度测验无太大区别,这样才是制造精巧的商品。
第三,涂塑层针孔,这儿是为检查商品的安稳性,需要运用到电火花检查仪,取表里和外表各部分的试件进行检查,若检查后无电火花的产生,则为合格商品。
第四,耐火性,由于内外涂塑复合钢管会用到一些易燃气体的运送中,因而耐火性非常的重要,需求进行耐火实验,若无走漏和变形损坏,则为合格商品。

交底内容: 施工中注意涂层的保护 ,管道应轻抬轻放,避免撞击。
(1)管材切割和预加工
1)管材切割前应按配管图先标定管子外径,其外径误差和壁厚误差应在允许公差范围内。
2)管道切割应采用机械方法。切口表面应平整,无裂缝、凹凸、缩口、熔碴、氧化物,并打磨光滑。
3)当管端沟槽加工部位的管口不圆整时应整圆,壁厚应均匀,表面的污物、油漆、铁锈、碎屑等应予清除。
(2)滚槽机滚压成型的沟槽应符合下列要求:
1)管端至沟槽段的表面应平整,无凹凸、无滚痕。
2)用滚槽机对管材加工成型的沟槽,不得损坏管子的涂层及内壁各种涂层。
(3)接头连接和安装 沟槽式接头安装应符合下列要求:
A、在橡胶密封圈的外侧安装卡箍件。将卡箍件内缘嵌固在沟槽内,并将其固定在沟槽中心部位;
B、压紧卡箍件至端面闭合后,即刻安装紧固件,应均匀交替拧紧螺栓;
C、安装完毕后,检查并确认卡箍件内缘全圆周嵌固在沟槽内。
(